
Drytac maintains a close relationship with hardware and ink manufactures to ensure its products achieve the best results. As part of this close collaboration, Drytac has launched a series of ink blogs written by some of these leading businesses. Check out one by Andrew Berritt, Marketing Manager at Fujifilm, below.
To formulate ink adhesion, we should first look at surface tension and energy. The first step is the initial interaction between ink and media, which is driven by the ink’s surface tension and the surface energy of the media. In general terms, the ink needs to have a lower surface tension than the energy of the media to be able to ‘wet’ the substrate. Without this, the ink would reticulate and mottle – basically the effect you’d see with water on glass.
On the other side of the spectrum is if the surface tension is ‘too low’ versus the energy of the media, which would cause the ink to spread too greatly. In this case you would see a lot of bleed and lose definition. This balance is how you can maximise clarity and drop spread before curing the ink.
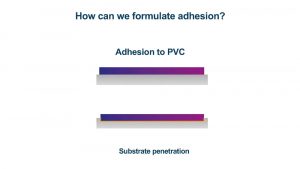 The second phase is adhesion. Now the ink is on the media, how it ‘sticks’ and can be designed to stick varies dependent on the media. If we take PVC, the media can be chemically altered by the ink to create swelling and penetration into the surface (how solvent inks always work).
The second phase is adhesion. Now the ink is on the media, how it ‘sticks’ and can be designed to stick varies dependent on the media. If we take PVC, the media can be chemically altered by the ink to create swelling and penetration into the surface (how solvent inks always work).
This is your ideal form of adhesion as the ink film becomes an integral part of the 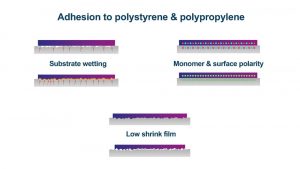 media. This isn’t possible with inert surfaces such as polypropylene and polystyrene so other technologies need to be adopted. You can improve the surface wetting, reduce polymerisation shrinkage to maintain the touch points and also match up the polarity in the inks so they attract one another from a polar perspective.
media. This isn’t possible with inert surfaces such as polypropylene and polystyrene so other technologies need to be adopted. You can improve the surface wetting, reduce polymerisation shrinkage to maintain the touch points and also match up the polarity in the inks so they attract one another from a polar perspective.








